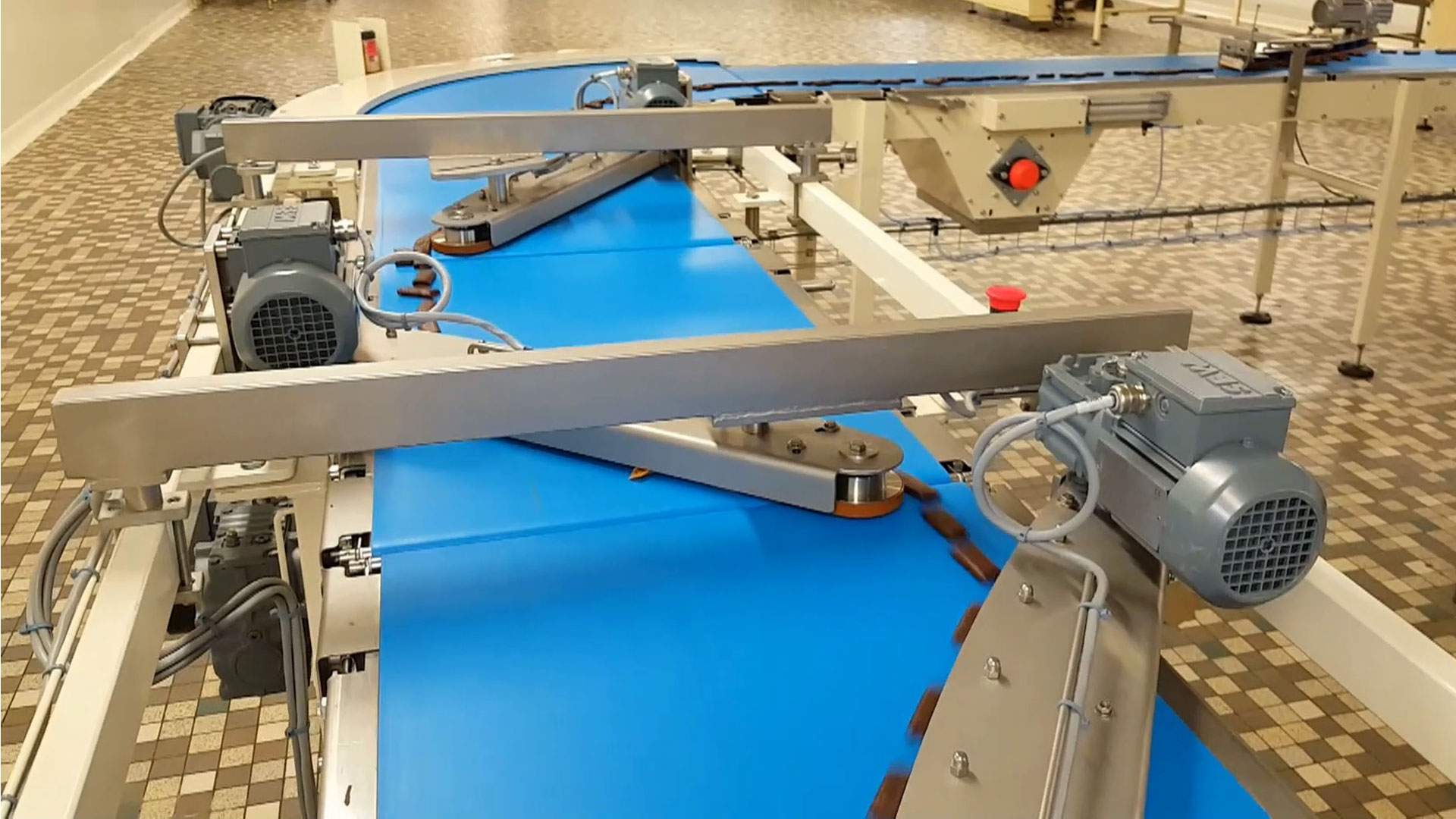
The MOPPA cabinet aims to control a set of conveyors, particularly with an accumulator function when the downstream is faulty.
It also allows realigning product rows and feeding 2 packaging machines on 2 different lanes through 2 distributor arms (the station).
Details:
Electricity
Identification of all equipment Removal of existing boards Integration of new boards into existing cabinets Boards composed of:
- Rockwell Compactlogix 5380 Safety PLC
- Standard and safety input/output
- Programmable Stratix 5700 switch
- PanelView Plus 7 - 12'' display
- Kinetix 5500 synchronous drives
- Powerflex 525 asynchronous drives Mechanical adaptation for the replacement of multiple equipment Rockwell synchronous motors (VPL type) Safety sensors Rewiring of the entire system Powering on, testing, and commissioning
Automation
Identification of all pre-existing functionalities Programming under Allen Bradley environment Development of a new Human-Machine Interface (HMI) Integration of new safety systems (safety PLC, modification of safety zones, lockable safety sensor, network safety, etc.) Integration of new functionality (customer request) Access control management with badges Testing and commissioning
Note: All equipment complies with CE standards Machine downtime: 5 days (for mechanical + electrical intervention, tuning, and gradual start-up until final production deployment)